Post #47: Adaptating the commercial reactor for research Part I – How imagination midwifes innovation: Headspace gas quantification
An introduction to simple thinking and high achieving
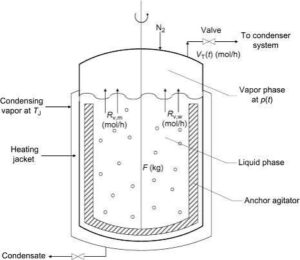
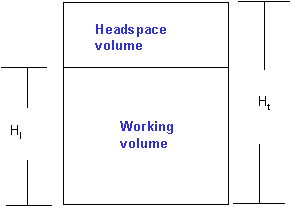
We all know how a 360 degree view of anything reveals the detailed features of that thing that a single glance cannot. It turns out that such an approach can be applied to the headspace in the reactor when it is in the middle of the reaction cycle. The result is the realization that it is really a finite enclosed space whose boundaries are the reactor top and a jagged bottom which is the swirling, turbulent gas/liq interface. Additionally, its pressure is already being measured continuously and indicated as well as used as a signal for process control.
 It doesn’t take long to realize that somehow knowing the volume of the headspace can lead to the mols of hydrogen in it thru the Universal Ideal Gas Law. So, you know the amount of hydrogen there; what’s the big deal? Oh, it means that the hydrogen vented/evacuated can be known and so also the residual gas at the end of the reaction cycle. Lo and behold, you can now reliably know the IV-lowering hydrogen consumption thru subtraction from the quantity past the external flow transmitter. This result is essentially a tool to account for hydrogen quantities but leads to an instrumentless, economical, totally external way of predicting the instantaneous IV (I = Io – ∆I) continuously through out the reaction cycle.
It doesn’t take long to realize that somehow knowing the volume of the headspace can lead to the mols of hydrogen in it thru the Universal Ideal Gas Law. So, you know the amount of hydrogen there; what’s the big deal? Oh, it means that the hydrogen vented/evacuated can be known and so also the residual gas at the end of the reaction cycle. Lo and behold, you can now reliably know the IV-lowering hydrogen consumption thru subtraction from the quantity past the external flow transmitter. This result is essentially a tool to account for hydrogen quantities but leads to an instrumentless, economical, totally external way of predicting the instantaneous IV (I = Io – ∆I) continuously through out the reaction cycle.
But wait, what about Vhs? Oh, it is simply (Vre – Vrm). Vre is easy but Vrm? It is Mrm/ρ. Mrm – the mass of the reaction mixture – is simply the original oil charge plus the catalyst plus the chemically added hydrogen (m1). We will soon see that m1 is known from the mass flow transmitter reading and the quantified gas loss in venting/evacuation and residual unreacted gas at the end. So how can we know Mrm without knowing m1? Fair question. Note that a plant runs forever and the wisdom gained from the relationship between the flow transmitter reading and m1 is useful; m1 is, in any case, a very small fraction of x.
The density? Yet to be worked out. Ah! This track is not for those who fall and stay fallen. This post elaborates this idea and essentially makes the point that a commercial reactor can easily morph into a research reactor thru some innovative thinking. An attempt has also been made to further demystify the thinking that makes it possible. If anyone has come up with similar results or has a comment on this post, do write in.
For the ‘jugadu’, exploiting low cost, useful possibilities is a necessity!
 The advantages of the elimination of the lab scale-pilot scale routine before graduating to the real thing of the commercial scale reactor, if and when possible, are obvious. In our specific case, even cursory thinking about the conversion of the commercial reactor into a ‘research’ one, is inviting. It is immediately apparent that the addition of some simple and inexpensive instrumentation to the conventional commercial reactor can help discover some useful, fundamental physical properties of the reaction mixture. Given that it is a unique material that changes chemically continuously, the info about such properties continuously, opens the doors to knowing some reaction-related effects.
The advantages of the elimination of the lab scale-pilot scale routine before graduating to the real thing of the commercial scale reactor, if and when possible, are obvious. In our specific case, even cursory thinking about the conversion of the commercial reactor into a ‘research’ one, is inviting. It is immediately apparent that the addition of some simple and inexpensive instrumentation to the conventional commercial reactor can help discover some useful, fundamental physical properties of the reaction mixture. Given that it is a unique material that changes chemically continuously, the info about such properties continuously, opens the doors to knowing some reaction-related effects.
An example. The calculation of heat absorbed by the known mass of the reaction mixture – the result of the reaction exotherm – and manifested as a certain temperature rise, is possible thru the knowledge of the specific heat. See how an effect of a certain extent of the reaction can be discovered thru a ‘discovered’ physical property, otherwise not available off-the-shelf. The entirely justified urge to exploit these possibilities is the ‘necessity’ for such adaptations, especially for the ‘jugaadu’ folks.
The nudge to examine such a possibility comes from the fact that this already ‘wise’ reactor is fully equipped with all the operating peraphernalia for the conduct of the reaction. An imaginative mind, especially backed by years of observant and hands-on plant scale experience, can quickly latch on to many real, low cost possibilities of quantifying several effects of hydrogenation which is the progress of the reaction by another name. And their rate is a direct function of the rate of the reaction. An innate tendancy to ‘keep things simple’ (“Simplicity is the ultimate sophistication”) helps, e.g. seeing the headspace as a quantifiable enclosed space containing a near-ideal gas whose pressure is already being measured. This immediately leads to: Gosh, the gas in there can probably be quantified! That it is a major part of incoming, metered hydrogen that does not lower the IV is eye-opening.
 In its simplest version, even the ‘reduction in cylinder stock as hydrogen consumed’, indicated by a pressure gauge, then can become a (bit flawed in absence of material accounting) tool to track the reaction, which it was in my times. A pressure transmitter sending the ‘p’ signal thru a coded programme can continuously convert the pressure reduction into hydrogen consumption which is a very real reaction tracker. Similar logic can be applied to the reactor per se’.
In its simplest version, even the ‘reduction in cylinder stock as hydrogen consumed’, indicated by a pressure gauge, then can become a (bit flawed in absence of material accounting) tool to track the reaction, which it was in my times. A pressure transmitter sending the ‘p’ signal thru a coded programme can continuously convert the pressure reduction into hydrogen consumption which is a very real reaction tracker. Similar logic can be applied to the reactor per se’.
So, the advantages of the adaption of the commercial reactor:
- low additional initial capital cost as well as running cost
- quick switching between research and routine modes
- demystification of ‘R & D’ and the much-needed induction of the much-abused and exploited tribe of plant operators
- ownership of the generated wisdom by plant operators.
- elimination of the cost of precommercialization trials and of the inevitable ‘slippages’ in transition from trial to real life.
How imagination mediates conversion of necessity to invention
Whenever I am not sure of the origin of a quote, I hang it on the Einstein peg and this one is my favourite: Imagination is intelligence having fun. I had a lot of fun (without claim to implied intelligence!) in thinking up the following adaptations, based simply on STEM fundamentals. Interestingly, it is difficult to pinpoint how it happened in this case: one’s involved, hands-on, plant scale experience, its match with the academic training, certain X factor that mainly does not allow you to ‘forget it’, imagination and a certain intuitive keenness to apply whatever one knows to what needs to be known, merge in a blessed moment. The rational thought is the constant moderator, the expectation of something useful waiting is the driving force and the expectation per se’ is the direction.
Adaptation I: Addition of headspace temperature transmitter
The Logic: As an important determinant of the reaction quality and speed, headspace pressure is invariably measured, indicated, used as an input signal to the upstream gas pressure reducing station and the flow transmitter and often recorded. When I operated the reactors, the control was manual and I never manipulated the reducing valve to change the reactor input pressure. I like to be scared! Note: nature has already arranged for automatic ‘feed back’ control of gas sparging rate thru the headspace pressure. (My economics professor decades back had a delightful take on the law of diminishing marginal utility: the more you have of a thing, the less you want to have more of it!). It also promotes the safety of the operation.
The gas, as it bubbles up the reaction mixture, can vanish half way thru consumption, whereupon the additional nominal diffusion down the headspace can actually slightly reduce the headspace pressure ‘p’, dp/dt being determined, inter alia, by the instantaneous I. If the bubbling rate matches the consumption rate, ‘p’ stays constant. In the third case, it raises ‘p’ thereby increasing the solubility of hydrogen in the oil and hence [Hyd], mols/lit – one more of nature’s gifts to the processors – formalized by Henry’s Law.
Note: (i) The sequence: decreasing dI/dt, increasing headspace pressure, increasing [Hyd] – T remaining constant, increasing dI/dt…..(ii) This happening usually at a high ∆I (or low [db]) when the possibilities of fast, simultaneous hydrogenation of PUFA and MUFA are minimal and hence reaction acceleration causes little selectivity loss. (iii) The juicy possibility of modern I & C-aided modulation of reaction rate and selectivity thru the simple tool of continuously simultaneously varying reaction conditions. And (iv) The practically constant hydrogenation rate (for the most part) during the ‘modern, fixed time, ultra-fast’ hydrogenation [pre-programmed cycle time, ∆t = (desired ∆I)/(dI/dt)] made possible by constant forcing of hydrogen on the reaction mixture thru sustained ‘p’ and, if required, increasing ‘T’. Obviously, such ‘maglev train’ hydrogenation cannot guarantee selectivity in the initial stages for an oil like soybean, which would tend to limit oxidation resistance and drift towards steepish melting profile for limited ∆I.
A point to ponder vis-a-vis the last note: the ramped up initial capital cost of the system and the potential bomb that the reactor becomes. As I said earlier, I like to be and stay scared. Perhaps explains why I haven’t had a serious personal injury despite decades of shopfloor life with hours spent inside process vessels, out of a sense of excitement, curiosity and duty. Long back, though, when I was young. Oh, that is a goddamn

giveaway – on second thoughts, not so long ago! Surely, there are more intelligent ways of optimizing attractive reaction rates and product quality! ‘Optimization’ predates CS!
Back to business. The aforesaid realization that the p-T-Vhs combination, applied to the headspace can help quantify the gas sitting there. Thus Ths thru a temperature transmitter, otherwise considered unnecessary, becomes obvious. The inherent characteristics of hydrogen then simplify things further. Fortune favours the brave; Science saves the trier! Doesn’t the entire universe?!
It can be treated as an ideal gas at those p-T conditions. It has the highest thermal conductivity among the gases and hence the bubbles (and the headspace gas) would be receptive to enthalpy of the reaction mixture. Interestingly, for the same reason, it also has the highest specific heat, somewhat nullifying the ability of that heat to raise its temperature. (Input hydrogen to one batch preheated by making it cool the just completed batch, maybe?!!) Hence the temperature of the gas erupting into the headspace remains to be discovered thru Ths measurement – simple, and low cost. Note the invisible heat and mass transfer in the headspace: in situ reaction exotherm to the reaction mixture, heat inward from the reactor skin to headspace hydrogen and upward from the reaction mixture, mass downward into the reaction mixture from the headspace and the constant diffusion from the bubbles.
We will continue in the next post with the development of some requisite mathematical equations and extend these ideas.
Next Post:
Adaptating the commercial reactor for research – II
Further deep dives in adaptations of the commercial reactor
Visit Disclaimer